洗煤厂智慧化工艺段介绍
现状及问题
由于现有筛分系统存在的问题影响,无法真正按粗颗粒优先入洗的原则组织洗选,洗选效率低下,局部环节能力紧张。另外,由于混煤产品构成复杂,缺乏整体数质量调控手段,很难实现产率最大化生产,从而影响企业效益。
筛面糊堵造成筛分效率低下,物料双向错配量均较大。如果改大筛缝,虽然筛分效果能有所提升,但由于无法实现脱粉入洗,改大筛缝后旁路末原煤太多,会引起混煤质量下降。
如果采用原煤全入洗或末煤旁路入洗,又会造成煤泥水系统负荷过大,能力不够。且原煤全入洗煤泥量大,产品水份高,生产成本高,反而无法达到理想的经济效益。
智能脱粉方案
根据煤质情况实现可调入洗粒度下限的脱粉入洗,既能增加入洗量调整产品质量,又避免大量煤泥下水。

智能脱粉系统架构

系统架构

智能脱粉方案给客户带来的价值
基于上述预测模型和优化算法的描述,我们可实现智能脱粉分选功能,大幅提高选煤厂生产系统的洗选效率和精煤产率,从而显著提高企业经济效益,预期的具体体现如下:
l 脱粉粒度可实现6-8mm在线调节,脱粉量精确可控,末煤系统入洗量灵活可控;
l 依据混煤产品灰分自动调控脱粉量,使末煤洗选系统分选密度稳定在合适分选密度,避免背灰和矸石带煤现象,保证系统分选效率;
l 在煤质波动超过预定范围时,智能优化脱粉粒度与末煤分选密度的匹配关系,使生产系统维持产率高效运行。
生产过程智能化-智能压滤
智能压滤系统具备数据采集功能、存储展示功能、数据分析功能、机器学习功能、智能控制优化功能。实现压滤及相关工艺系统设备运行状态在线监控、自动化控制和操作,入料桶液位自动控制,压滤机中间工作效果智能判断及入料、压榨起止智能控制,智能排队卸料,压滤煤泥智能均质化掺混等功能。
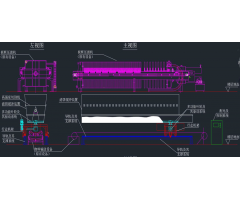
压滤煤泥均质化装置利用压滤机下溜槽作为煤泥缓冲仓,配合卸料 及破碎叶轮、叶轮行走装置及自动化控制装置,实现压滤物料连续卸料,煤泥掺混可控,可以有效提升产品煤煤质的均匀性,保证产品煤煤质, 同时避免产品煤质量过剩,有效提升产品煤产率,从而提高经济效益。

压滤煤泥均质化装置
生产过程智能化-智能浓缩
浓缩智能控制系统对入料、药剂添加量、溢流水浊度、界面仪实时分层情况等工艺参数进行检测分析和机器学习,实现智能预测适当药剂添加量。基础自动化实现自动配药、自动加药,根据合适药剂添加量给定值实时调节加药量及加药比例。

利用浓缩系统历史系统运行数据进行学习,构建以入料浓度、入料流量、溢流水浊度、界面仪检测的分层数据、絮凝剂加药流量和加药浓度等数据为输入,以絮凝剂加药量为输出,构建预测模型,根据预测的分层情况及实时分层情况之间的偏差及其变化量,并结合实际系统的限制条件,利用控制优化算法计算适量的絮凝剂加药量及药液浓度,并实时自动调控加药装置的加药量。
生产辅助智能化-智能停送电-智能引导顺控,提高供电可靠性

建设方案-智慧设备运维-设备管理面临的挑战

建设方案-智慧设备运维-实现设备运维从传统运维到智能运维

设备健康管理-设备预测性故障诊断

设备健康管理-设备预测性故障诊断

设备健康管理-强大的算法支撑能力

设备健康管理-系统PC端应用

方案价值
提高工艺流程自动化控制水平,提高生产效率,降低运维工作量和成本
智能压滤:结合机器视觉智能判断压滤机入料起止时机、压榨的起止时机,减少现场岗位工的工作量,并且一致性好;压滤煤泥均质化装置实现压滤 物料连续卸料,煤泥掺混可控,可以有效提升产品煤煤质的均匀性,保证产品煤煤质,同时避免产品煤质量过剩,有效提升产品煤产率,从而提高经济效益。
智能浓缩:浓缩智能控制系统对入料、药剂添加量、溢流水浊度、界面仪实时分层情况等工艺参数进行检测分析和机器学习,实现智能预测合适药剂添加量。降低劳动强度、减少加药量、精准控制。
 板式家具侧孔机一体化
板式家具侧孔机一体化
 嵌入式工控机
嵌入式工控机
 无线传输解决方案——Lora网关+Lora模块
无线传输解决方案——Lora网关+Lora模块
 低成本解决方案-经济型网关
低成本解决方案-经济型网关